Metal stitching and metal lock process of repairing a crack casting or complete damage of cast iron parts of large equipments is considered to be the ultimate solution of successful repair. The repair of cracks and repair of damaged casting by metal locking or metal stitching process is simple and most effective method of repairing cracks in cast iron and aluminium components. The process is entirely a cold process and no heat is generated like in process of crack repair or damage casting repair by conventional and old method of welding.
RA Power Solutions having experience of more than forty years in providing cold metal stitching cast iron, onsite repair, and metal locking services for high-capacity main engine, auxiliary engine, and large and heavy rotary equipment installed on vessel or in industry. We extend crack repair services through our experienced and factory-trained technicians.
The following are the main features of crack repair undertaken by RA Power Solutions:
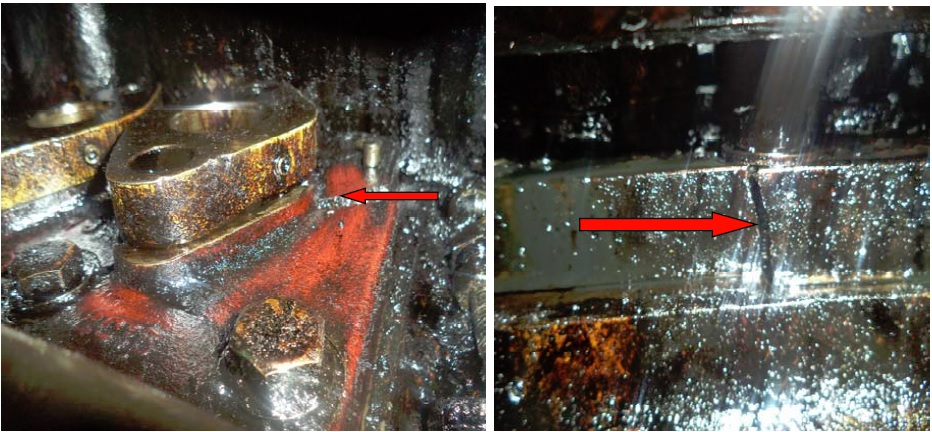
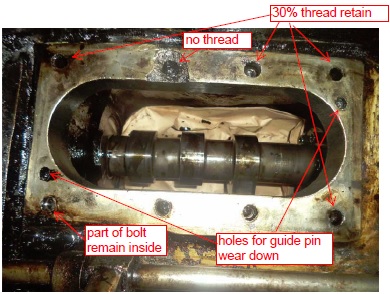
- Detection of crack in cast iron or aluminium components: It is important that proper procedure is followed by experienced technicians to detect the exact location, length, and intensity of the crack. We have experience that in most of cases, no procedure is followed to identify the intensity of the crack which results to the failure of the component even after the repair by metal lock and metal stitching.
- RA Power Solutions possess latest equipment to undertake MPI (Magnetic Particle Inspection) by qualified level 2 technicians, and we give great importance to the detection process of the cracks. The unattended cracks can grow and result to the failure of the component.
- Once the number of cracks, length of crack, intensity, and depth of crack is determined and identified the repairs are undertaken by the metal stitching and metal lock process.
Some of the advantages of repairing cracks by metal stitching metal lock are mentioned below:
- It is our experience that the majority of repairs of damaged components or cracks can be repaired on site with no requirement of dismantling the equipment. This reduces the downtime and of course the cost involved in dismantling and transportation of the equipment.
- Repair of cracks and repair of damaged gray iron casting or aluminium by metal stitching and metal lock process does not generate any heat. Thus, it does not require any machining process. No alignment or profile is damaged.
- In the case of diesel engines, compressors, or rotatory equipment majority of the parts are of aluminum or cast iron. It is possible to repair them by metal stitching metal lock process. Hence, no need of replacement of parts. It reduces cost of maintenance considerably.
- Repair of crack by metal stitching metal lock process absorbs compression stresses which is of great advantage.
RA Power Solutions have been extending metal stitching, metal lock, and metal surgery services all over the world. The technicians with years of experience come to your site or on board the vessel for repairs. Our technicians possess Indian CDC and can board the vessel and sail in shortest possible time. Thousands of jobs of serious damage have been repaired successfully by RA Power Solutions.
For more information about cold metal stitching, metal stitching crack repair, cast iron metal stitching, repair of crack in cast iron casting, repairing cast iron metal lock, and metal locking services, please email us at rajshahani@rapowersolutions.com or info@rapowersolutions.com, or call us at +91 9582647131 or +91 9810012383.
Metal stitching and metal lock process of repairing a crack casting or complete damage of cast iron parts of large equipments is considered to be the ultimate solution of successful repair. The repair of cracks and repair of damaged casting by metal locking or metal stitching process is simple and most effective method of repairing … Continue reading “Cast Iron Crack Repair | Metal Stitching Crack Repair | Repairing Crack Cast Iron by Metal Stitching & Metal Lock – RA Power Solutions”