





RA Power Solutions
Connecting Rod of Diesel Engine plays an important role in the engine. Connecting Rods work under tremendous stress, with the weight of the piston assembled on top, changing direction more then hundred times per minute depending on the RPM.
It is our experience of last more than three decades that most of the serious accident takes place due to the failure of Connecting Rods. The Connecting Rod periodic inspection is not under taken with time the Connecting Rods Bolt get elongated and develop Cracks. It is also experience that due to continuous running Connecting Rod develop excessive taper and ovality which either increase or decrease the Oil gap resulting to the major Failure of the Connecting Rod and damage to the engine.






Connecting Rod
Reconditioning

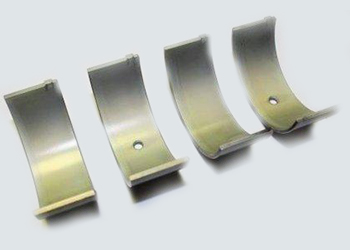
Connecting rod has an important role in the engine as connecting rod is under tremendous stress because of the weight of piston assembled to it. Connecting rod big end bore develops taper and ovality after continuous running. This is required to be corrected. In case of seizure of bearings and heat generated connecting rod develops crack. We have in house facility to undertake crack detection of parting area of connecting rod. Connecting rods are machined and polished to maintain the big end bore size and tolerances as per the manufacturer’s specification.
Connecting rod
under repair
We undertake calibration and reconditioning of con Connecting rods procured from ship breaking yards or the power plants which are non-operational. The reconditioned connecting rods are exported on a considerable low price thus saving for the user. All connecting rods supplied are supported with calibration certificate and we extend guarantee for the satisfactory performance.
Connecting rods are repaired and inspected under a direct supervision of senior engineers having worked in manufacturing unit of Wartsila.
Connecting Rod
Repair
The necessity of periodic inspection of connecting rods is known to the operators. Connecting rod big end bore has tendency to develop taper, ovality and cracks after certain hours of operation. The small end bore also gets damaged. We depute team of experienced technicians to the site with complete set of instrumentation and crack detection kit. The connecting rods are checked for their big end bore, small end bore, cracks and other parameter which are important for the satisfactory running of the engine.
We specialize in repair of Connecting Rods, Crankshaft, Engine Block and major parts of the engine. The repairs are conducted by experienced technicians. All the repairs are executed in-house giving a great advantage to the end user as we stand guarantee for the performance of the engine.
ABOUT US
We are into business of providing repair services of major engine components for last more than 36 years. We have worked on all makes of high capacity engines.
The company’s main focus is to provide repair services onsite. This saves the owners from dismantling of engine and transporting it to workshops which has now getting outdated.
We have team of experienced technicians and supervisors who travel to your site to execute the repairs. We offer following services:
- In Situ Crankshaft Grinding Machine
- On Site Crankshaft Grinding
- In Situ Line Boring Of Blocks
- In Situ Machining
- On Site Cylinder Liner Rehabilitation
HOW IT WORKS
Connecting rod repair is undertaken as per the procedures stipulated in the engine maintenance manual. Tolerances are maintained strictly as specified. Following procedure is followed.

Connecting rods after cleaning is subject to inspection. Taper, ovality of big end and small end is checked. Crack detection test (MPI) is undertaken of critical areas like serrations, bolt sitting area. Straightness is checked on a DRDO mounted boring machine. All the readings are recorded and verified by a senior supervisor having experience of more than 30 years working on repair of engine components.

Connecting rod big end bore is reduced on especially design equipment by lapping process in order to prepare the big end bore for machining. Small end bush is replaced with new one. Connecting rod is mounted on boring equipment; big end and small end bore are machined in one setting to maintain the bore size as per the tolerance, parallelism and straightness.

The final inspection of connecting rod is undertaken by a senior experienced technician for taper and ovality of big end and small end bore, straightness, parallelism and MPI is done to check the crack in the bolts and bolts sitting area. Each connecting rod big end and small end is covered with protected layer of lubricant to avoid corrosion. The connecting rods are packed individually for safe transportation.
